ミウラ最大のイノベーション SQボイラ誕生ストーリー (1/3)
茅原敏広
KAYAHARA Toshihiro
1973年 三浦工業(株)入社。東京エンジニアリング事業部課長、営業本部・MI推進部長、技術部長・特需部長、電機事業部長・システム事業部長を経たのちに、1994年、(株)三浦研究所代表取締役社長、1995年に常務取締役に就任。2004年三浦工業を分社し(株)三浦プロテックを設立。2009年退職以降も、愛媛大学工学部・技術アドバイザー、岡山理科大学工学部・非常勤講師、(株)イワキ・社外取締役などでも活躍。SQボイラ開発時は技術部長でプロジェクト統括リーダ
渡辺茂広
WATANABE Shigehiro
1983年 三浦工業(株)入社。技術部開発チームに配属され、主にガス焚きボイラを担当。カナダミウラ勤務を経て、1994年に技術部商品設計課・要素設計課長、1997年に東京MI支店勤務、2000年に営業推進部長を歴任。2001年からは技術部長を担当し、その後特需部長、流体・センサ技術部長、経営企画室主席研究員を経て、2019年から現在までアイナックス稲本(株)に出向勤務。SQボイラ開発時はバーナ開発リーダ。
SQボイラ開発年表
1982年 ガス焚きボイラの開発構想スタート
1985年 SQバーナの前身となるMXボイラ発売開始
1987年 SQボイラ開発スタート
1990年 SQ-800/1200発売開始
1992年 日本ガス協会技術賞受賞
1995年 日本機械学会技術賞受賞
SQボイラはなぜすごいのか?
多くの人には釈迦に説法になるかもしれないが、まずはSQボイラのどこがすごいのかを説明したい。
◇商品の特徴
- 環境負荷低減(低NOx):光化学スモッグや酸性雨を引き起こすNOxを大幅に削減することができる。
- 省スペース・密着設置:従来のボイラと比較してスペースを50%削減可能。
◇それを支える技術
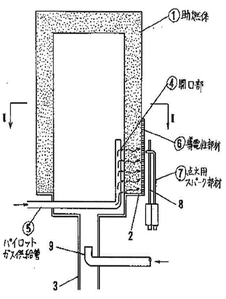
- ノンファーネス®缶体:燃料を燃焼させるための燃焼室がなく、バーナ火炎が直接熱交換部(水管)に接触しながら熱交換する。
- 大型予混合表面燃焼バーナ:燃料と空気を事前に混合(予混合)し、その予混合ガスをバーナエレメントとよばれる大型表面バーナで燃焼させる。
SQ開発に至った背景
Q:まずはSQ開発に至った時代背景を教えていただけないでしょうか?

茅原:
1982年頃だったと思うが、関東のガス会社さんからガス専用ボイラ開発の要請があった。当時そのガス会社さんは産業用・業務用分野でガス焚きボイラによる需要創出を目論んだ戦略があり、ミウラにも声がかかった。ところが、その頃のミウラは油焚きボイラが主体のラインアップであったため、三浦保さん(創業者・当時社長)からガス焚きボイラの開発が指示された。
はじめは、従来の油焚きボイラをベースにした缶体にガスバーナを装備するといった構成で、これがGXボイラとして発売された。しかしながら、ガス会社さんはまだまだ不満で「これぞガス焚き!」といった、基本的にガス焚きにしかない特徴を持つボイラを要求していた。このニーズに応えることが次のミッションとなった。
Q:その頃、表面燃焼バーナと出会うわけですね。
渡辺:
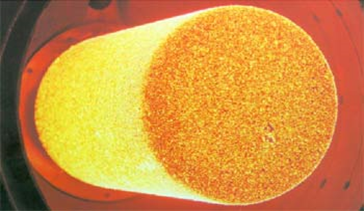
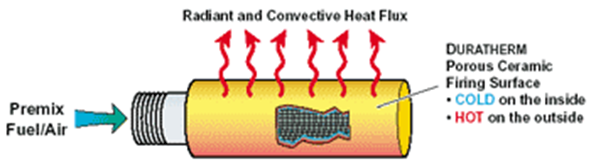
1983~84年頃にアメリカのアルゼータ社製のセラミックファイバーバーナをガス会社さんから紹介されました。これはセラミックファイバーを真空成形した直径150mmx長さ900mmの円筒状のバーナエレメントで、このバーナをお借りしてGX-120Sに搭載して燃焼実験をしました。すると、燃焼音ゼロ、NOx=数ppmという驚異的な燃焼性能を発揮し、三浦保社長、𠮷成技術部長を驚かせました。これは燃料ガスと燃焼用空気の予混合スタイルで、それをバーナエレメントに供給して、セラミックファイバーから染み出させながら燃焼させる方式でした。バーナの表面だけで、低温(800~1000℃)で燃焼が完結するというのも驚きでした。
茅原:
同時期、保さんはアメリカに行く機会があり、その宿泊先のホテルでクレイトンボイラの多缶設置を見たとおっしゃっていた。当時ミウラは1トン/h以下の蒸気ボイラしか製造できなかったのだが、この多缶設置方式は蒸気消費量の多い産業分野へ進出できるキー技術になると確信したようだ。そしてその時保さんはセラミックファイバー燃焼のボイラも見ていたと思われる。
余談だが、私はMIシステム(ミウラの多缶設置台数制御)の第2号機のお客様(1.5トン/hボイラx4台)を担当した。この時使われていた初期のMIシステムはボイラを「順次に燃焼させていく」といった単純な方式だった。ところがお客様の蒸気使用量の変動が大きすぎてボイラ側が全く追随できず、圧力変動が大きすぎて問題になった。そのため慌てて台数制御装置をボイラから切り離し、一晩中私が手動で各ボイラを起動・停止させる「人間台数制御」をやったよ(笑)。この経験をもとに制御方法を見直したものが低燃焼待機型の台数制御(今の仕組みの原型)なんだ。
MXボイラの開発
Q:そうした背景からできたボイラがMXということですね。
渡辺:
アルゼータのバーナに衝撃を受けた経営陣の指示を受けて、技術部では表面燃焼ガスバーナの開発を始めました。金網の周囲にセラミックフェルトを巻いてセラミックファイバーバーナを自作してみましたが、混合ガスの噴出速度と燃焼速度のバランスが崩れて逆火したり、金網が焼損したりしてうまくいきませんでした。
そんなある日、𠮷成さんが部長室にある鉢植えを見て「砂を使ってバーナがつくれないかな?」とおっしゃいました。セラミックファイバーの代わりとなるエレメント材料として砂を使ってはどうかということです。私はすぐに堀江海岸まで走るように指示されました(笑)。直径1mmほどの砂を厚み30mm程度に成形してバーナエレメントを作り、そこに予混合ガスを送り込んで燃焼試験をしました。
Q:そのバーナでバーベキューをしたという噂は本当ですか?
渡辺:
もう時効は成立していますよね(笑)。はい、実験場の一角に、この実験装置を上向きにセットして、夕方頃からみんなで焼き肉パーティをしましたね。今やったらクビになりかねないですが、あの頃は古き良き時代だったかもしれません。
茅原:
その頃はまだ余裕があったのかもしれんな。その後のSQ開発の時はそれどころじゃなかったもんな(笑)。
渡辺:
そうやって作った砂バーナですが耐久性に乏しく、実験を繰り返すと砂が脱落してしまいます。また、この方式はバーナが重くて、大きくなってしまいます。そして、忘れられないトラブルが起きます。
1985年9月にガス会社主催のボイラフェアがあり、そこでこの開発中のバーナを実演展示することにしました。私は技術責任者として会場にいましたが、その準備中に逆火による爆発のトラブルが発生します。小規模の装置だったので幸い事故には至りませんでしたが、大変ショックな出来事でした。
愛媛の実験場ではプロパンガスに空気を混ぜて都市ガス(13A)の性質に近づける「プロパンエア」を用いて実験するのですが、この展示会場で使ったガスは「6B」と言われるものでした。この添え字のA、Bというのは燃焼速度を表すのですが、A→B→Cとなるにつれ速くなります。つまり、6Bは13Aに比べて逆火しやすくなるわけです。
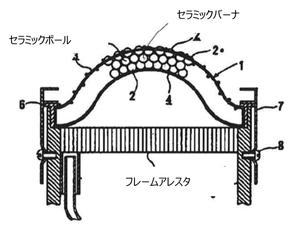
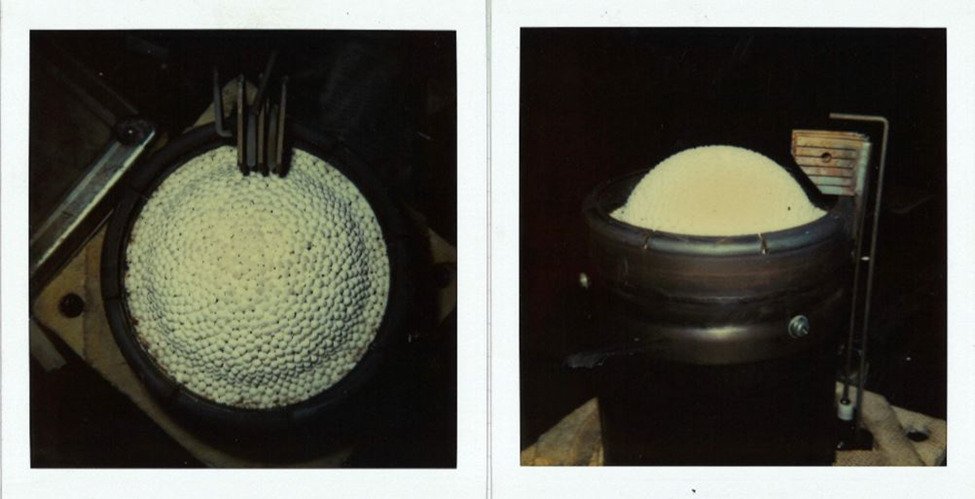
そんなトラブルを経て、MXバーナ完成に向けて色々な試作・実験を繰り返しました。耐久性向上と軽量化のために、直径4mm程度のセラミックボールを接着剤で成形し、それを半球状の金網2枚で挟み込んだ形状のセラミックバーナを内製化しました。しかしこのバーナは定常状態では逆火もなく安定したのですが、着火時には火炎がバーナ上流に逆流して、逆火を引き起こしました。
茅原:
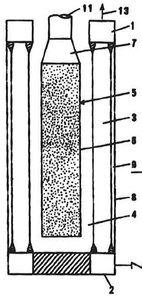
そこで導入したのが、フレームアレスタという技術だ。これは燃焼反応がご専門の須賀先生(当時愛媛大学理学部教授)から紹介されたものだった。フレームアレスタとは薄い波板と平板を段ボールのようにコルゲート状にして同心円状に巻いたものだ。燃焼ガスがこの隙間を通過する際に冷却される(クエンチングという現象)ため、これをセラミックボールでつくったバーナの上流に設置することで逆火を防止するという理屈だ。そして、この技術がのちのSQバーナ開発に大きく影響することとなった。

渡辺:
その通りですね。このフレームアレスタがMXボイラを商品化できた重要技術でした。そうやって1986年にリリースされたMXボイラはとても静かなボイラとしてクリーニング屋さん、お豆腐屋さんなどの小容量需要のお客様に好評をいただくことになります。しかしそれも束の間、パイロットバーナの不着火で多くのお客様にご迷惑をおかけすることになりました。
そのパイロットバーナのトラブル調査をする際に、さらなる大問題を発見します。なんと、多くのお客様でセラミックボールの脱落が見られたのです。ただしこの時、バーナが破損してセラミックボールが完全に落下しても、上流にあるフレームアレスタだけで燃焼を継続しているボイラがある、という驚きの事実も発見するに至ったのです。
出典:アルゼータ社バーナ https://studylib.net/doc/18561794/duratherm